设备
复合片材管生产线
SAESA®120
SAESA®240
SAESA®600
SAESA®100
Decoseam™ 120 生产线 KSM
Decoseam™ 240 生产线 KSM
Decoseam™ 120 生产线 PTH
Decoseam™ 240 生产线 PTH
塑料挤出管生产线
Decoplas™ 120 生产线 KSM
Decoplas™ 240 生产线 KSM
Decoplas™ 120 生产线 PTH
Decoplas™ 240 生产线 PTH
Decoplas™ 120 Cartridge
Plastomatic KSM 生产线
Plastomatic PTH 生产线
服务
我们的服务
包装
包装工艺
SAESA®
Decoseam™
Decoseam™ Nano
Decoplas™
Synchroflow™
Ultralight™
Bacomex™
分度式注塑注肩
IPRA™
可持续发展
Aisa软管历史回顾
联系
Synchroflow™
Home
包装
包装工艺
Synchroflow™
Synchroflow™
模压成型工艺
工艺描述
领先业界的Aisa模压成型工艺
配备轴向压力活塞的挤出机使物料熔融更充分,颜色更换更迅速
优化挤出机及计量加热曲线,降低物料团块应力,使应力分布更均匀,提高管肩与管身的焊接质量
螺旋流计量头挤出不受压的形状对称的物料团块
容积计量避免计量重量变化
自主生产包括采用激光烧结制作高冷却成型模具
两步式模压工艺,根据材料和设计标准实现压缩模式的选择
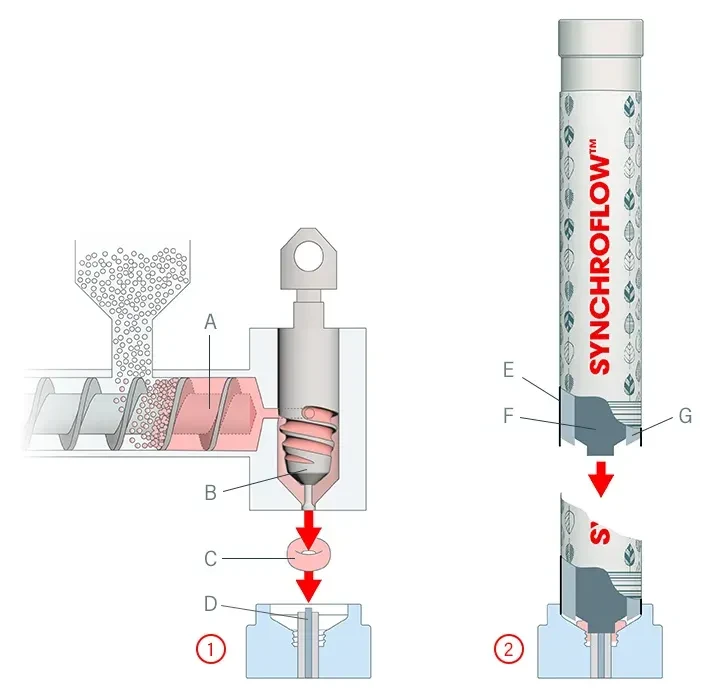
1. 容积计量系统(B)消除物料团块(C)的计量重量偏差。
2. 芯棒冲具(F)与芯棒套筒(G)同步向下推进。芯棒套筒在模具对物料团块 施加压力前闭合模腔。
3. 芯棒冲具(F)继续向下推进将物料团块挤压形成管肩和管头。
4. 测量成型管肩的厚度并将数据传输至挤出计量调节系统。该系统控制注肩计量,并可通过改变挤出的物料量来调整管肩厚度。如果您使用的是PCR回收料及非匀质材料,此功能将非常有用。
5. 在闭合模具中加压冷却管肩并将之与管身焊接后,芯棒上升,释出管头开口边缘清晰、形状完美的软管。
A. 配备轴向压力活塞的挤出机
B. 容积计量系统
C. 物料团块(PE计量团块)
D. 管头开口底模顶针
E. 管身
F. 芯棒冲具
G. 芯棒套筒
适配机型
Aisa PTH全系列各型号注肩机
同步流工艺
加强管肩表面质量
管肩外观优美,彩色管肩无物料流痕
圆管及椭圆管肩部焊接完美
能够生产更小更整洁的管头开口
管肩无气泡
管肩无歪头
改善生产经济性
缩短模具更换时间,降低更换频率
改进工艺稳定性,提高生产率
模具标准化,减少模具需求
计量喷嘴投资节省可达60%
更换物料颜色更为迅捷
我们的其他技术
SAESA®
DECOSEAM™
DECOSEAM™ NANO
DECOPLAS™
ULTRALIGHT™
BACOMEX™
INDEX INJECTION HEADING
IPRA™
(点击图标了解更多信息)
还有哪些问题?
立即联系我们以获取更多信息!
联系